
As global demand for renewable energy continues to grow, agricultural residues are playing an increasingly important role in sustainable fuel production. Corn cobs, once regarded as low-value agricultural waste, are now widely used as a feedstock for second-generation bioethanol. Compared with food-based ethanol production, corn cob biomass offers a more sustainable pathway by utilizing lignocellulosic materials without competing with food resources.
However, converting corn cobs into bioethanol involves several demanding processing stages, including pretreatment, hydrolysis, fermentation, and solid-liquid separation. Among these steps, efficient dewatering has a direct impact on production efficiency, downstream energy consumption, and operating costs. Selecting reliable dewatering equipment is therefore essential for maintaining stable plant performance.
Recently, our company successfully completed the manufacturing and delivery of 10 high-pressure twin-roller presses for a large-scale corn cob bioethanol production project. The customer is a publicly listed company specializing in renewable energy and biomass utilization. The order reflects the customer’s confidence in our manufacturing capabilities, large-capacity equipment design, and experience in biomass dewatering applications.

Project Background
The customer is investing in a modern bioethanol production facility designed to process large volumes of corn cob slurry continuously. Due to the nature of biomass fermentation, the dewatering process must handle fibrous materials under relatively high temperatures while maintaining stable performance in mildly acidic process conditions.
Traditional dewatering equipment often experiences accelerated filter belt wear, unstable throughput, or frequent maintenance when processing this type of slurry. To ensure reliable long-term operation, the customer required a customized dewatering solution capable of combining high capacity, durability, and low operating costs.
After evaluating several equipment suppliers, the customer selected our high-pressure twin-roller presses for the project.
Equipment Configuration
The project includes a total of 10 high-pressure twin-roller presses, each designed for continuous industrial operation.
Key specifications include:
- Processing capacity: up to 6 m³ of slurry per hour per machine
- Quantity supplied: 10 complete units
- Continuous automatic operation
- Heavy-duty frame construction
- Reinforced high-strength filter belts
- Optimized pressing roller arrangement
- Low maintenance design
With ten units operating simultaneously, the system provides sufficient processing capacity to meet the production requirements of a large industrial bioethanol facility while maintaining operational flexibility for maintenance scheduling and future production expansion.

Designed for Challenging Biomass Applications
Unlike municipal sludge or mineral slurry, corn cob biomass presents unique dewatering challenges.
During pretreatment and fermentation, biomass slurry contains large quantities of long plant fibers, suspended solids, organic compounds, and residual acids. Process temperatures may also remain elevated before dewatering, placing additional demands on equipment materials.
For this project, our engineering team optimized several critical components specifically for biomass processing.
Reinforced Filter Belts for High Temperature and Acidic Conditions
One of the most important upgrades is the use of specially reinforced filter belts designed for demanding process environments.
Compared with conventional filter belts, these belts provide:
- Improved resistance to elevated operating temperatures
- Enhanced chemical resistance under mildly acidic conditions
- Excellent tensile strength
- Longer service life
- Stable filtration performance during continuous operation
This significantly reduces replacement frequency while improving equipment availability throughout the production cycle.
High Throughput Improves Plant Efficiency
Large bioethanol facilities require stable material flow across every processing stage.
Each twin-roller press supplied for this project is capable of handling up to 6 cubic meters of slurry per hour, providing excellent throughput for continuous production.
The high-capacity design offers several operational advantages:
- Reduced equipment quantity compared with smaller units
- Lower installation costs
- Simplified piping arrangements
- Reduced operator workload
- Stable production scheduling
Instead of relying on numerous small dewatering machines, the customer can achieve higher overall efficiency using fewer high-capacity units with centralized control.
Optimized Pressing Structure
Efficient moisture removal is essential for reducing transportation costs, lowering thermal drying requirements, and improving downstream processing efficiency.
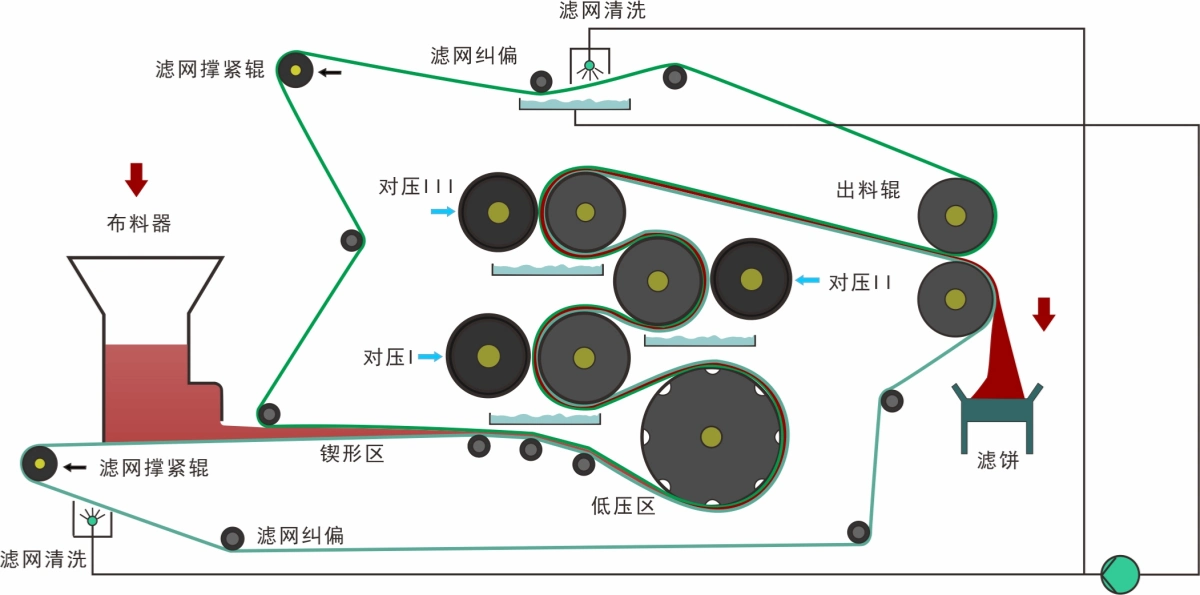
Our high-pressure twin-roller press utilizes a carefully designed multi-stage pressing system.
The slurry first undergoes gravity drainage before entering progressively increasing pressure zones. This gradual pressing process allows water to be removed efficiently while protecting the filter belt and minimizing material loss.
The optimized roller configuration also distributes pressure more evenly across the filter belt, improving filtration consistency while extending component life.
Reliable Continuous Operation
Industrial bioethanol plants typically operate around the clock, making equipment reliability a key selection criterion.
Every machine supplied for this project is designed for continuous operation with features including:
- Automatic belt tracking
- Automatic belt washing
- Stable pressure adjustment
- Easy maintenance access
- Heavy-duty transmission components
These features help minimize downtime and support long-term, uninterrupted production.
Supporting Sustainable Biofuel Production
Beyond equipment performance, this project also demonstrates the growing importance of biomass utilization in the renewable energy industry.
By converting agricultural residues such as corn cobs into bioethanol, producers can:
- Reduce agricultural waste
- Lower dependence on fossil fuels
- Improve resource utilization
- Support carbon reduction initiatives
- Create additional value from crop residues
Efficient dewatering equipment plays an important supporting role in achieving these sustainability goals by reducing energy consumption during downstream processing and improving overall plant efficiency.
Applications Beyond Corn Cob Processing
Although this project focuses on corn cob bioethanol production, the same high-pressure twin-roller press technology is suitable for many biomass processing applications, including:
- Corn fiber dewatering
- Cassava pulp processing
- Sugar beet pulp
- Distillers grains
- Brewer’s spent grain
- Bagasse
- Wood fiber
- Agricultural biomass residues
The equipment can also be customized according to different material characteristics, processing capacities, and production requirements.
Project Delivery
After completing factory assembly, quality inspection, and performance testing, all ten machines were carefully prepared for shipment.
Each unit underwent comprehensive inspections before delivery to ensure compliance with project specifications. The equipment was securely packaged to protect critical components during transportation and facilitate efficient installation upon arrival at the customer’s production site.
The successful delivery marks another milestone in our experience serving large-scale biomass processing projects and demonstrates our capability to manufacture multiple heavy-duty industrial dewatering systems within demanding project schedules.

Looking Ahead
As investments in renewable fuels and biomass utilization continue to increase worldwide, demand for reliable, high-capacity dewatering equipment is expected to grow steadily.
Our engineering team remains committed to developing efficient dewatering solutions that combine high throughput, long service life, and low operating costs for biomass processing industries.
Whether for corn cob bioethanol production, agricultural residue processing, or other industrial biomass applications, our high-pressure twin-roller presses are designed to deliver dependable performance under demanding operating conditions.
We look forward to supporting more renewable energy projects around the world with customized, industrial-scale dewatering solutions that improve productivity, reduce operational costs, and contribute to a more sustainable future.